Lorsqu’on parle de visserie ou de tiges filetées, une question revient très souvent dans l’industrie : quel est exactement l’angle d’un filetage métrique ?
Derrière cette notion en apparence simple se cachent en réalité des standards internationaux et des éléments géométriques qui influencent directement la résistance, la transmission d’efforts, la précision et même la durabilité des assemblages mécaniques.
Dans cet article, on vous propose une explication claire et exhaustive, mais aussi un tour d’horizon des points à connaître pour choisir ou concevoir correctement un filetage métrique selon la norme ISO.
L’angle d’un filetage métrique
L’angle de profil d’un filetage métrique standard, tel que défini par la norme ISO 68-1, est de 60°.
Il s’agit de l’angle au sommet du triangle théorique formant le profil du filet.
Cet angle est identique pour tous les filetages métriques ISO, quelle que soit leur dimension (M3, M6, M10, etc.).
Pourquoi cet angle est-il de 60° ?
Le choix d’un angle de 60° n’est pas dû au hasard. Il offre :
- un excellent compromis entre résistance mécanique et facilité d’usinage,
- un comportement stable à la traction et au cisaillement,
- un standard international facile à reproduire,
- une compatibilité totale avec les systèmes métriques utilisés en Europe et dans une grande partie du monde.
Le filetage à 60° s’est imposé car il minimise les contraintes localisées tout en garantissant des filetages reproductibles et interchangeables.
Comment est défini un filetage métrique ?
Pour aller plus loin, et si le sujet vous intéresse, vous pouvez consulter notre article dédié :
Que veut dire filetage métrique ?
En résumé, le filetage métrique est défini par :
- le diamètre nominal (ex : M8 = 8 mm),
- le pas (distance entre deux filets),
- le profil en V à 60°,
- des tolérances standardisées (ISO 965-1).
Tous ces éléments assurent une compatibilité globale entre vis, écrous et paliers adaptés.
Le profil complet d’un filetage métrique
Comprendre uniquement l’angle de 60° serait réducteur.
Voici les autres éléments du profil normalisé :
- Le diamètre extérieur (ou major diameter)
- Le diamètre nominal (ou nominal diameter)
- Le diamètre au fond du filet
- Le rayon ou fond arrondi (le fond n’est pas un angle vif pour éviter les concentrations de contraintes)
- La profondeur théorique du filet
- Le pas (P)
L’ensemble forme le profil triangulaire dit en V, caractéristique des filetages ISO.
Tableau récapitulatif : paramètres géométriques d’un filetage métrique ISO
Voici un tableau simplifié permettant de visualiser les valeurs clés d’un filetage métrique de base. Les dimensions sont données à titre indicatif pour un filetage standard à pas grossier.
| Désignation métrique | Angle de filetage | Pas (mm) | Profondeur théorique du filet (mm) | Forme du profil |
| M4 | 60° | 0,70 | 0,613 | Profil en V ISO |
| M6 | 60° | 1,00 | 0,866 | Profil en V ISO |
| M8 | 60° | 1,25 | 1,083 | Profil en V ISO |
| M10 | 60° | 1,50 | 1,299 | Profil en V ISO |
| M12 | 60° | 1,75 | 1,516 | Profil en V ISO |
L’élément fondamental, commun à tous : l’angle reste toujours de 60°.
Filetage métrique vs autres types de filetages : l’angle change
Pour éviter les confusions : non, tous les filetages ne sont pas à 60°.
Voici quelques comparaisons utiles :
- Whitworth (BSW, BSP) : angle de 55°
- UN/UNC/UNF (impériaux) : 60°
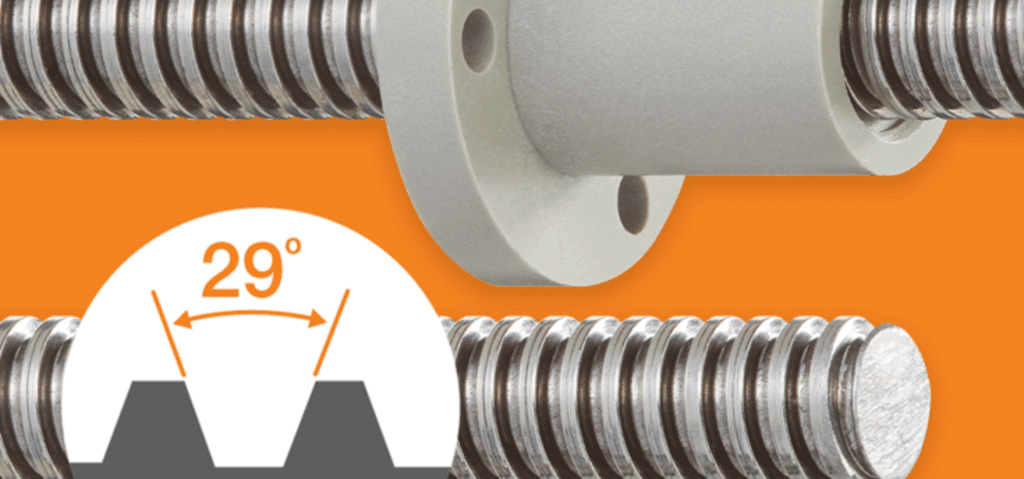
- Trapezoïdaux TR / ACME : 30° par flanc (soit 29° pour ACME)
- Filet carré : 0°
Ce point est important lorsqu’on doit identifier un filetage existant.
D’ailleurs, si vous devez déterminer le type de filetage d’une pièce, nous avons un guide complet.
L’angle du filetage et son influence mécanique
L’angle de 60° influe directement sur :
La tenue mécanique
Un angle plus ouvert augmenterait les contraintes au sommet.
Un angle plus fermé limiterait la transmission de charge.
La résistance à l’arrachement
Le profil ISO 60° répartit les efforts sur plusieurs flancs du filet.
La précision d’usinage
60° est un angle facilement généré par des outils standards, ce qui limite les défauts.
L’usure et la friction
Le contact sur les flancs à 60° assure un compromis acceptable entre frottements, stabilité et durabilité.
Et les filets spécifiques pour la visserie de mouvement ?
Dans le domaine du mouvement linéaire ou des entraînements rotatifs, on n’utilise pas toujours un filetage métrique standard.
Les systèmes dédiés à la transmission de mouvement utilisent souvent des profils trapézoïdaux ou ACME, car ils supportent mieux l’effort axial.
À titre d’exemple, vous pouvez consulter la gamme de vis à filet optimisé pour le mouvement ici.
FAQ : vos questions sur l’angle du filetage métrique
Quel est l’angle d’un filetage métrique ISO ?
L’angle au sommet est de 60°, selon la norme ISO 68-1.
Cet angle peut-il changer selon le diamètre ?
Non. Un filetage métrique ISO est toujours à 60°, quel que soit le diamètre ou le pas.
L’angle est-il le même pour les filetages trapézoïdaux ?
Non, les filetages trapézoïdaux (TR) utilisent un angle de 30° par flanc.
Pourquoi l’angle ISO est-il standardisé ?
Pour garantir l’interchangeabilité, la répétabilité et la compatibilité mondiale des éléments vissés.


